

氣液增壓鉚接機的增壓缸是將油壓缸與增壓器作一體式相結合,利用增壓器的大小不同受壓截面面積之比,因為壓力不變,當受壓面積由大變小時,則壓強也會隨大小不同而變化的原理,從而達到將氣壓壓力提高到數十倍的壓力效果。
氣液增壓鉚接機的增壓缸具有快速小力到位,即“軟接觸”,可極大限度保護模具及工件損傷。每一沖壓循環均由快進行程、力行程、返回行程三個行程段構成。在快進行程,由前部的快進氣缸純氣動驅動上模具快速小力運動,直至在某一位置碰到工件。上模具接觸工件后,由工件外阻控制氣液增力缸自動開始氣液增壓的力行程,全力驅動上模具實施沖壓加工。完成沖壓加工后,轉換主控閥,純氣動驅動上模具返回至靜止狀態,完成返回行程,并處于下一個工作循環準備。
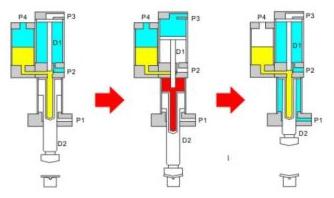
氣液增壓鉚接機工作原理圖
快速行程:P4進氣,P1排氣,D2下降;
力行程:P3進氣,P2排氣,D1活塞桿向下增壓;
返回行程:P1及P2進氣,P3及P4排氣,活塞桿回到起始位置。




