

鉚接是一項緊固鉚接工藝,已被成千上萬的制造企業用來對鈑材或零部件進行成型或固定。采用這種工藝的設備,其鉚頭在接觸到工件時會同時產生壓力和機械運動。
徑向鉚接原理
鉚頭按11瓣梅花軌跡運動,使鉚釘材料產生力變形后達到一次性成型鉚接。徑向鉚接適用于高精度鉚接要求的產品零部件,特別對于不銹鋼圓棒材料的鉚接效果更是非常理想且表面光潔度可以達到Ra1.6。
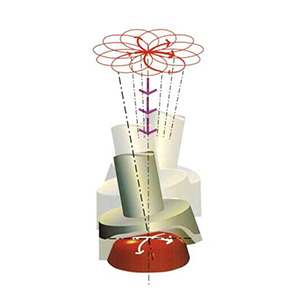
圖(一)徑向鉚接原理圖
擺碾鉚接原理
電機通過連軸器將運動傳遞給主軸,液壓或氣壓系統驅動活塞連同主軸向下施壓使鉚接頭接觸鉚釘,鉚頭圍繞鉚釘中心線(即主軸中心線)公轉,同時鉚頭在切向力的作用下自轉,從而形成無滑動碾壓。
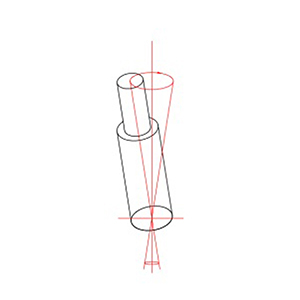
圖(二)擺碾鉚接原理圖
油壓或氣壓直向沖壓鉚接原理
采用油壓或氣壓驅動,沖頭到工件鉚接部位產生直向壓力鉚接。適用于技術要求相對較低,允許零部件壓死的產品;反之,如產品零部件要求保持滑動,則不推薦使用此類工藝進行鉚接。
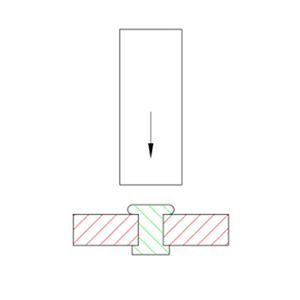
圖(三)沖壓鉚接原理圖
自動送釘鉚接原理
自動送釘的鉚接方式適用于半空心鉚釘或全空心鉚釘。鉚釘首先通過滾釘盤轉動后自動經滑道流向下釘嘴,操作工再將產品零件放入下模具的頂針上,然后通過凸輪轉動帶動擺動桿下壓,使鉚釘下壓下模具的頂針,最后產品鉚釘翻邊成型。
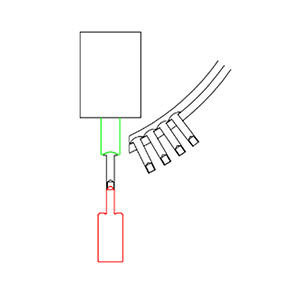
圖(四)自動送釘鉚接原理圖
無鉚釘鉚接原理
無鉚釘鉚接是一項鈑件沖壓鏈接核心技術。采用氣液增壓缸式沖壓設備和專用的標準連接模具,利用鈑材材料本身的塑性變形,通過一個沖壓過程,即可在連接處形成一個互相鑲嵌的圓點,由此將鈑件連接起來。該鉚接點不損傷工件表面的鍍層或漆層,連接點保持鈑件原有的抗腐蝕性。

圖(五)無鉚釘鉚接原理圖




